
Solve obsolescence problems before they start
StorySeptember 10, 2013

Michael Flatley
Microsemi

The obsolescence of electronic components has long been a challenge in the defense market, where programs can run for decades, long product life is expected, and reliability is critical. Today, as military programs may be pushed out further and further because of funding issues, obsolescence management is more important than ever.
The best way to combat obsolescence is through design-based techniques that minimize the problem at its genesis, rather than letting it become an ongoing issue that must be managed.
A key factor contributing to the obsolescence problem in military designs is that available electronic components are typically intended for commercial, industrial, and automotive use. Rarely are they specifically developed for defense applications. As a result, military system developers are left to design with commercial and industrial temperature-rated parts that are not necessarily designed, packaged, and screened for military high-reliability use.
The issue is often exacerbated in the digital world, driven by two major commercial forces. The first is generational technology change in the market (for example, consumers moving from desktops, to laptops, to tablets). This movement requires new semiconductors that are more powerful, yet draw less power, which means performance at temperature extremes is often sacrificed. The second force is die shrinks driven by semiconductor companies that are responding to cost pressures by designing and producing more bits per square area. Often, this results in decreased performance and reliability.
Neither of these two forces is good for companies designing products for multiyear life expectancies of military electronics. They hasten obsolescence in both the components’ materials and the components’ physical characteristics – each of which is critical in the design and development of products for the defense and aerospace industries. This obsolescence can have a dramatic impact on the long-term viability of aircraft, missile, C4ISR, and other systems that require long-term reliability and upgradability. Embedded electronics in applications such as missile, ordnance, and aircraft platforms continue to require increased processing and performance power without an increase in electronic component volume. Component obsolescence takes things in the wrong direction.
Solving the problem
Technology creators use a variety of obsolescence mitigation techniques. While production engineering-based techniques simply attempt to control an existing situation, design-based techniques are preferable because they can be used to minimize the initial problem. Companies that support defense programs should have processes in place to deliver design-based obsolescence protection, preempting these issues and providing customers with products that have long life, known characteristics, and continued support. The process begins at product design, and then moves through the silicon characterization, manufacturing, and qualification phases as follows:
Product design
Because die availability over the life of the product is a primary concern, the component manufacturer’s relationship with die suppliers is critical for combating obsolescence and designing for system longevity. Having access to roadmaps and closely monitoring suppliers provides insight to die shrinks and End-Of-Life (EOL) timetables. Die shrinks happen every two to three years with different families of die. Component designers consider which die will have the longest life, and further mitigate obsolescence by providing advanced notification of die EOL status, storing wafers or dies, storing work-in-process or finished goods, and making bridge buys. Additionally, ensuring there are upgrade paths for technology refresh or modernization allows product improvements without costly redesign. Other considerations include: material compatibility with PCB and silicon, relative costs, second-level reliability, and thermal management.
Silicon characterization
To avoid obsolescence in military systems, the design team must ensure that the die will perform at extreme temperatures and conditions. Therefore, the silicon manufacturer’s data is not assumed and parts have to be diligently characterized in sufficient quantities over a wide temperature range. Once the product design is finalized, prototypes are produced to get all the manufacturing processes to be high yielding. A second build will then be completed to ensure manufacturability. Qualification of products must first include preconditioning to simulate PCB assembly steps. This is followed by the following (see also Table 1):
Table 1: Example of a qualification procedure for multiple SDR, DDR, DDR2, DDR3, and flash stack multichip packages.
(Click graphic to zoom by 1.9x)
|
|
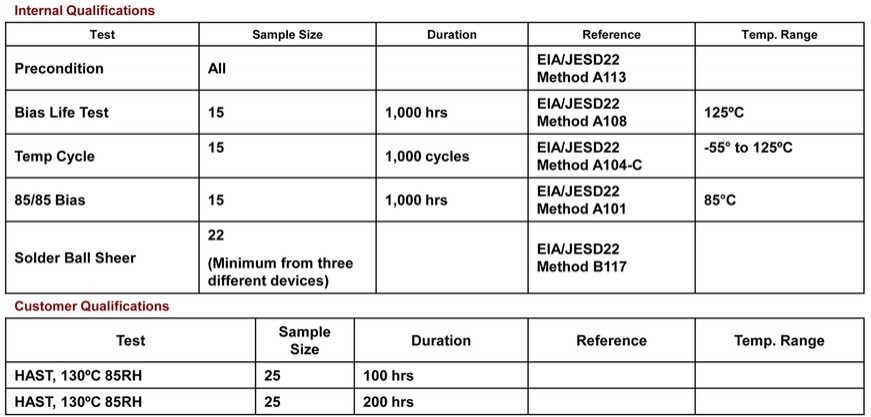
- 85C/85RH temperature humidity bias testing to evaluate the reliability of nonhermetically packaged silicon devices in humid environments: The severe conditions of temperature, humidity, and bias accelerate the penetration of moisture through the plastic encapsulation or along the interface between the external material and the metallic conductors passing through it. The parts are exposed to +85 °C temperature with 85 percent humidity for 1,000 hours. Interim electrical testing is performed at 168, 336, 672 hours and 1,000 hours. Parts are tested dynamically to ensure they meet specifications after experiencing this environmental testing.
- Life test performed at conditions of high temperature and bias for 1,000 hours: This stress test will be used to accelerate infant mortality to prove product reliability. It is intended to identify design and manufacturing weaknesses in the part before it is released to production.
- Temperature cycling is conducted to determine the resistance of silicon devices to alternate exposures of extremely high and low temperatures. Permanent changes in electrical characteristics and physical damage produced during temperature cycling may result, principally from mechanical stress caused by thermal expansion and contraction. Effects of temperature cycling include cracking and delamination of packages and internal structures, and changes in electrical characteristics resulting from mechanical damage. Parts will see extreme temps from -55 °C to +125 °C; the time at the temperature will be 10 minutes, and the parts reach the temperature in less than 15 minutes.
A number of other inspection techniques are used to evaluate product reliability as a defense against obsolescence. These techniques include X-ray inspection, C-SAM, in-situ thermal cycle analysis, coplanarity, and ball shear.
Manufacturing and qualification
Through proper planning, products can be introduced with an upgrade path to higher densities while also maintaining form, fit, and function. Die shrinks or other die changes are handled internally to the product. Maintaining external footprint and performance then allows the system integrator to continue with manufacturing for years without expensive system redesigns. Throughout the system life cycle, working with a manufacturer that provides a single on-shore source for design, assembly, and test becomes even more important because of the complexities of redesign and retrofits. Ready access to all elements of the program – including customer interface, design, test, die, and interposer source and vendor management – can reduce risks and save a great deal of time and expense in mitigating obsolescence. The ability to manufacture single- or multi-die packages to match existing and backward-compatible packages or pinout requirements – while utilizing the most recent and advanced die stacking and semiconductor package technologies available – is essential (Figure 1).
Figure 1: Example of two multichip packages incorporating advanced die stacking techniques.
(Click graphic to zoom by 1.9x)
|
|

A more specialized approach
Obsolescence is becoming an increasingly difficult challenge for military system designers, especially with the limited availability of components designed specifically for military, industrial, automotive, and other applications requiring high reliability across long product life cycles. Commercial component suppliers generally do not engage in obsolescence management or have the capability to meet defense requirements. Serving the defense market, therefore, requires a more specialized approach and the manufacturer’s long-term commitment. The best way to combat obsolescence is at its root, during component design, with close attention to each step including silicon characterization, manufacturing, and qualification.
Michael Flatley has been with Microsemi since 2008 and serves as Manager of Product Applications, working closely with the company’s engineering and sales teams to create new products in the military, aerospace, and information assurance technology markets. He has worked in the microelectronics industry for the past 15 years and has extensive experience working with distribution and manufacturers’ representatives. Michael holds a Bachelor of Science in Materials Engineering and a Masters of Engineering in Quality and Reliability from Arizona State University. He can be contacted at [email protected].
Microsemi 800-713-4113 www.microsemi.com







